Gruppo Aturia - Process - Process Pumps API 610
ADVANTAGES
SAFETY
- The mounting feet are located on the center line of the casing and in line with the suction piping.
- This ensures correct pump alignment under all conditions:
- Pipe stresses are directly transmitted to the baseplate.
- The pump is allowed to expand or contract freely.
- Increased wall thickness includes corrosion allowance.
ROTOR RIGIDITY
- Statically and dynamically balanced impeller.
- Minimized axial thrust:
- In low pressure pumps, thrust is supported by thrust bearing.
- In medium and high pressure pumps, thrust is balanced by means of holes and wear rings in the back side of the impeller.
- The residual thrust is absorbed by a double angular contact ball bearing selected for safe operation up to 100.000 hours.
- Bearing housing “C type” high suction pressure.
STUFFING-BOX SEALING
- Many types of shaft seals can be fitted to grant a perfect sealing under all operating conditions.
- Single mechanical seals for clear fluids.
- Double mechanical seals with pressurized barrier fluid for flammable and toxic fluids, as well as fluids with solids in suspension.
- Balanced mechanical seals, single or double, for pressure exceeding 98 p.s.i. (7 atm).
- Bellows type mechanical seals for high temperatures, for liquefied gases and any fluid below -70°C.
- Packing seal if required.
- The seal chamber is prepared for its cooling or heating.
EASY MAINTENANCE
QUICK INSPECTION
The use of a spacer type coupling allows pump disassembly without disconnecting the casing from the baseplate or from the piping.
- Easy acces to the seal. For packing seal, the gland is in two parts, an arrangement that allows replacement of the packing rings without disassembling the pump.
- The corrosion of internal parts is avoided using stainless steel shafts, impeller keys and screws
STANDARDIZATION OF COMPONENTS
Standardized bearing houses, shafts and seal chambers have been adopted to reduce the supports types and numbers.
This solution offers two advantages :
- 1° Easy maintenance. Common spare parts on different pump sizes allows.
- 2° Easy modification. It is possible to modify opereting and mechanical performances replacing few components.
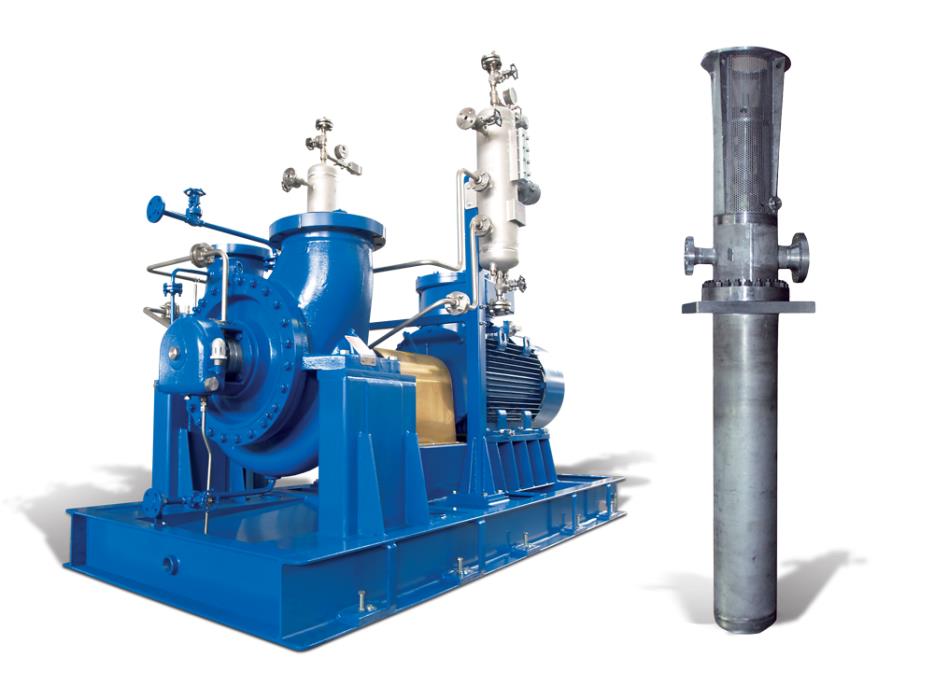
These “heavy duty” type centrifugal pumps are designed for high efficiency industrial services under extreme temperature ranging from -100°C up to +450°C. These pumps provide the answer to a wide variety of pumping problems from the most difficult liquefied gases at low temperatures, to the similarly difficult conditions of service of the petroleum industry where liquids have to be pumped at temperatures well in excess of their ignition point.
Between these two extreme cases, there is an important range of liquid where the pumping temperature is close to the boiling point causing dangerous hydraulic reactions at the impeller eye, the effects of which could not be withstood by a standard pump. These pumps are the result of long practical experience gained in actual operation on these conditions over many years in main industrial installations.
Rugged design together with the highest quality modern production techniques make these pumps suitable for heavy duty pumping.